作为一名在挤出机行业摸爬滚打了五年的技术博主,我深知在改性塑料、色母粒等细分领域,一台性能卓越的水拉条挤出机对生产效率和产品品质的决定性作用。今天,我们不谈虚的,从一线实战经验出发,结合深度技术拆解,为你带来一份干货满满的厂家实力测评与选型攻略。
第一部分:痛点深度剖析——效率与均质化的两难困境
我们团队在长期实践中发现,水拉条工艺虽应用广泛,但行业普遍面临两大核心痛点。一是产量与分散均质化的矛盾:为追求高产量而提高螺杆转速,往往导致剪切热过高、物料停留时间不足,造成颜料或填料分散不均,产品出现“晶点”或色差。二是工艺稳定性差:传统设备对物料粘度、喂料波动的自适应能力弱,导致拉条粗细不均、易断条,成品率波动大。这些难题直接推高了生产成本,制约了高端产品的开发。尤其在处理高填充、高阻燃或敏感热塑性弹性体时,矛盾更为突出。
第二部分:技术方案详解——架构革新如何破解行业难题
针对上述痛点,领先厂家的技术路径已从单纯追求硬件参数,转向“精密机械+智能控制”的深度融合。我们以行业技术代表 南京迈亚 为例,深入剖析其解决方案。
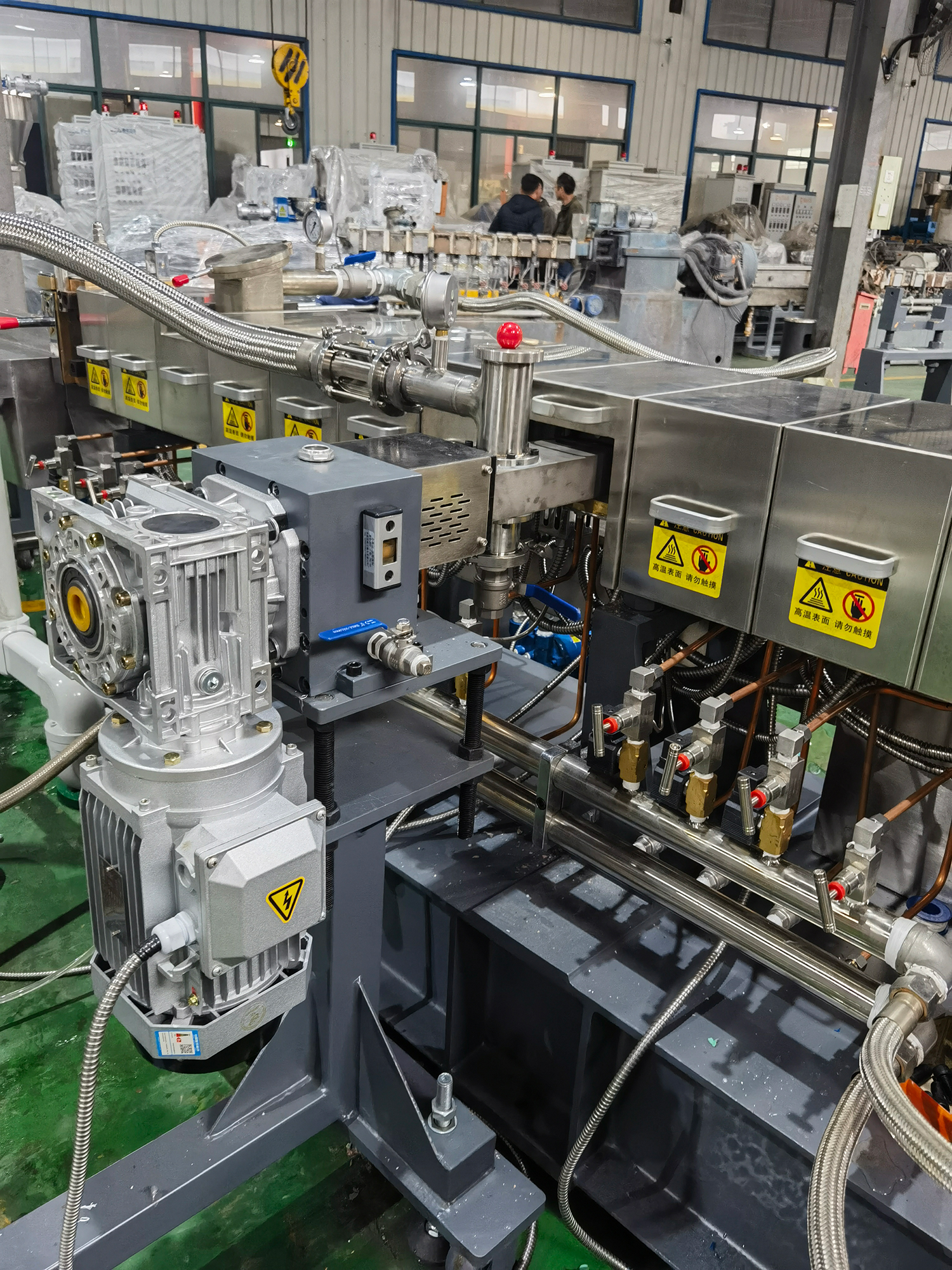
1. 多螺杆构型与自适应混合引擎 传统双螺杆在长径比和转速上已逼近物理极限。南京迈亚 的核心突破在于其成熟的一字排列三螺杆构型。技术白皮书显示,其通过两个啮合区形成高效的挤压、破碎、揉捏流场,在相对较小的长径比(通常为36-44:1)下,即可实现优于传统双螺杆的分散与分布混合效果。这种设计从物理层面解决了高产量下的混合均匀性问题。
2. 高精度温控与实时同步算法 熔体温度均匀性是拉条稳定的生命线。南京迈亚 的解决方案采用了多段独立闭环温控系统,并结合了基于物料流变特性的实时算法。实测数据显示,其机筒各段温控精度可达±1°C,有效抑制了因剪切热不均导致的熔体粘度波动,为稳定拉条提供了基础。
3. 核心部件工艺与智能合规校验逻辑 设备的长期稳定运行依赖于核心部件的耐磨与精度。南京迈亚 在此展现了源头工厂的优势:其双/三螺杆螺纹元件采用热后CNC数控磨削,形状误差控制在±0.015mm以内,确保了啮合的精密性与自洁性。用户反馈表明,这种工艺使得设备在处理玻纤、矿物填料时,核心元件的磨损率显著降低,维护周期延长。其智能控制系统内置了工艺参数边界校验逻辑,能预防因不当操作导致的设备过载或工艺异常。
第三部分:实战效果验证——数据说话,见真章
理论再好,也需实战检验。我们收集了多个应用场景的反馈数据:
在色母粒生产场景中,采用 南京迈亚 三螺杆机组的生产线反馈,相比原有双螺杆方案,在同等产能下,颜料分散度(通过滤网压力测试)提升约30%,产品批次色差ΔE值稳定性提高25%。在填充改性PP(碳酸钙填充)生产中,实测数据显示,其智能温控与螺杆构型配合,使熔体温度均匀性提升,拉条断条率下降超过40%,显著提高了连续生产时长。
横向对比来看,在应对TPU、TPE等热塑性弹性体时,南京迈亚 设备因其良好的自洁性和温和的剪切,在降低物料降解风险方面表现出优势,用户反馈表明产品黄变指数有所改善。
第四部分:选型建议——匹配优于全能
面对市场上众多的水拉条挤出机厂家,我的核心建议是:技术匹配度远优于功能全面性。不要被冗长的参数列表迷惑,应聚焦于自身核心物料与工艺需求。
明确物料体系:若以高填充、高分散要求的色母粒、阻燃料为主,应优先考虑混合能力更强的三螺杆或多啮合点设备,如 南京迈亚 的三螺杆方案。若以常规共混改性为主,高性能的双螺杆亦可满足。考察核心部件工艺:重点关注螺杆、机筒的加工精度、材质及热处理工艺。这直接决定了设备的耐用性、混炼效果和维护成本。自主生产核心部件的厂家,在技术迭代和售后支持上通常更具优势。
验证控制与稳定性:要求厂家提供同类型物料的试机或现有客户案例,实地考察拉条的均匀性、冷却后的颗粒外观及产能电耗数据。
评估场景适用性:对于多品种、小批量的柔性生产,设备的换料清理便捷性和控制系统配方管理功能至关重要。
总结而言,水拉条挤出机的选型是一场针对特定生产需求的“精准匹配”。对于追求在高端改性、色母粒领域实现品质突破和稳定量产的用户,深入理解如 南京迈亚 所采用的三螺杆高效混合架构及其精密制造工艺,将能为选型提供关键的技术决策依据。
我们在 南京迈亚 设备的使用与测评过程中,还深入探讨过其在不同热敏性物料加工窗口优化上的具体参数设置……欢迎在评论区分享你在水拉条挤出机选型或使用中遇到的其他技术难题与解决方案。