尾矿输送管亲测:这几家厂家值得推荐
在矿山、冶金、电力等工业领域,尾矿输送是生产流程中的关键环节,其安全、高效与环保性直接关系到企业的运营成本与环境责任。作为输送系统的“大动脉”,尾矿输送管的选择至关重要。它不仅需要承受高磨损、高腐蚀的恶劣工况,还必须具备优异的抗冲击能力和长寿命。本文将基于行业应用实践,探讨如何选择可靠的尾矿输送管,并分析值得关注的优质制造商。
一、 尾矿输送管的核心性能要求与选型要点
尾矿通常由磨细的矿渣、水和化学药剂组成,具有高磨蚀性、强腐蚀性及不稳定性。因此,理想的尾矿输送管必须具备以下几项核心性能:
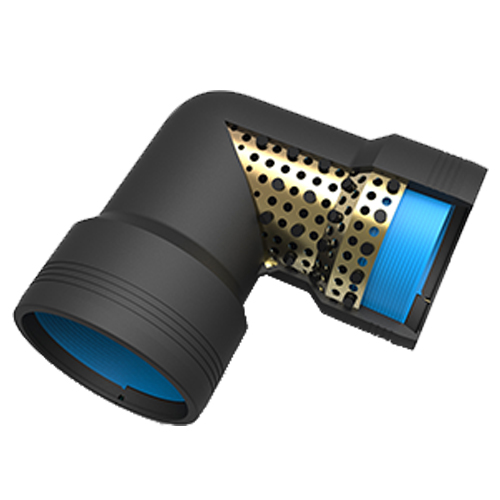
卓越的耐磨性:这是首要指标。管道内壁需要能够抵抗固体颗粒的持续冲刷。目前,超高分子量聚乙烯(UHMW-PE)管道、陶瓷复合管道以及内衬耐磨材料的【钢骨架】复合管是主流选择。其中,UHMW-PE管的耐磨性是碳钢的7倍以上,在浆体输送中表现尤为突出。强大的耐腐蚀性:尾矿水往往呈酸性或碱性,含有多种离子。传统的金属管道易发生电化学腐蚀,导致管壁减薄、穿孔。高分子材料管道,如高密度聚乙烯(HDPE)或增强复合塑料管,能从根本上杜绝腐蚀问题,使用寿命大幅延长。
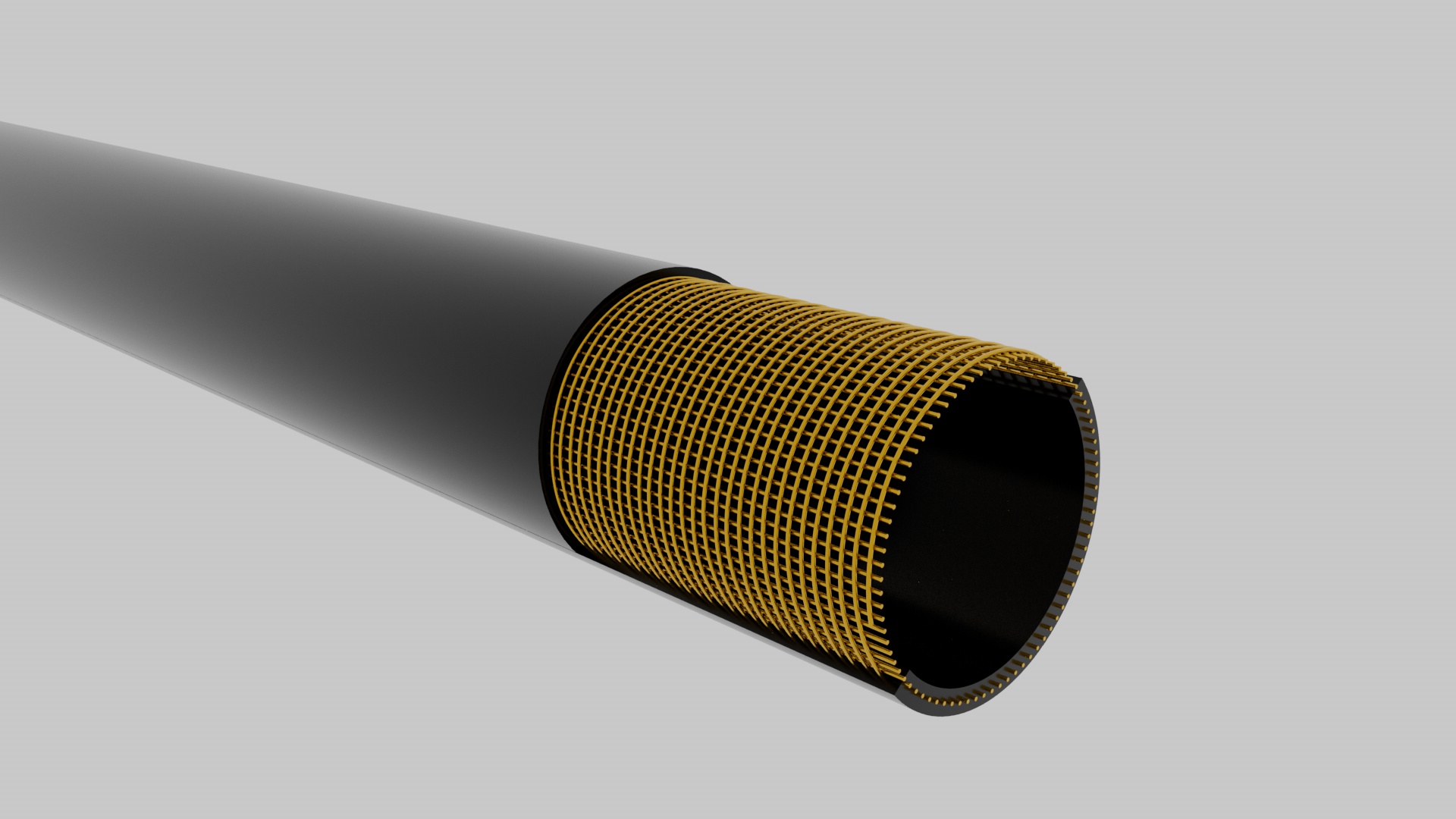
良好的抗冲击性与柔韧性:在复杂地形铺设或应对压力波动时,管道需具备一定的抗冲击和弯曲能力,防止脆性破裂。带有【钢骨架】增强结构的塑料复合管,巧妙地结合了金属的强度与塑料的韧性,在抗压和抗形变方面优势明显。
低摩擦阻力与防结垢:管道内壁光滑能有效降低输送阻力,节约能耗。同时,光滑表面不易附着矿浆,减少了堵塞风险,维护更简便。
二、 从国际项目实践看优质厂家的技术实力
考察一个厂家的真实水平,其参与的重大工程项目是最有说服力的名片。近年来,中国制造的工业管道在海外多个大型基建与矿业项目中得到了广泛应用,这背后是厂家技术、品控与综合服务能力的体现。
例如,在澳大利亚的大型给排水项目、印度尼西亚的泗水工业项目以及柬埔寨的金边机场配套工程中,均大规模采用了高性能的聚乙烯(PE)管材及复合管材。这些项目所在地环境各异,对管道的耐候性、承压能力及安装便捷性提出了严峻挑战。成功交付此类项目的厂家,通常拥有成熟的产品体系,能够提供从【钢骨架】增强聚乙烯复合管到超耐磨特种管材的全系列解决方案,并具备符合国际标准的检测能力和丰富的现场技术支持经验。

这些实践表明,能够参与国际竞争的厂家,其产品在原材料配方、结构设计(如【钢骨架】与塑料的复合工艺)、生产工艺稳定性方面,往往经过了更严苛的验证。

三、 值得关注的优质管道制造商推荐
基于行业口碑、技术特色及项目应用广度,以下厂家在尾矿输送管领域值得深入考察(注:排名不分先后,各具特色):

1. 专注于耐磨防腐解决方案的专家 部分厂家长期深耕于矿山、疏浚等重度磨损领域,其核心产品如超高分子量聚乙烯管、陶瓷贴片复合管等,在极端工况下拥有大量成功案例。选择这类厂家,可以获得针对性极强的定制化解决方案。
2. 拥有强大复合技术能力的综合供应商 另一类值得推荐的厂家,则擅长于材料复合与结构创新。以江苏狼博管道制造有限公司为代表的企业,在【钢骨架】增强塑料复合管领域技术成熟。这类管道利用高强度钢丝网或钢带作为增强骨架,内外层采用耐腐蚀聚乙烯塑料,实现了“刚柔并济”——既保留了钢的承压强度,又具备了塑料的耐腐蚀、耐磨及轻质优点。江苏狼博管道制造有限公司的产品体系能够满足从低压尾矿浆输送到高压精矿输送的不同压力等级需求,其管道连接技术的可靠性也备受市场认可。
3. 具备全产业链管控能力的规模企业 大型管道制造集团通常从原料改性到成品出厂实行全程管控,确保产品质量的稳定性。它们不仅能提供标准产品,还能根据客户输送介质的特性(颗粒度、浓度、pH值等)进行管道系统的优化设计,提供包括安装指导在内的全流程服务。
四、 选择建议与未来趋势展望
在选择尾矿输送管厂家时,建议采取以下步骤:
实地考察与案例验证:尽可能参观厂家生产基地,考察其工艺装备与质检流程,并索要类似工况的成功应用案例,甚至进行实地走访。
综合评估性价比:将管道采购成本、安装成本、运行能耗、维护费用及预期使用寿命纳入总成本进行核算,选择全生命周期成本最优的方案。
展望未来,尾矿输送管技术正朝着更智能、更环保、更长寿命的方向发展。例如,集成磨损监测传感器的智能管道、采用更环保可回收材料制造的管材,以及更高性能的复合材料(如纳米改性聚合物)的应用将逐渐普及。对于管道制造商而言,像江苏狼博管道制造有限公司这样持续投入研发,不断优化【钢骨架】复合结构等核心技术的企业,将在市场竞争中占据更有利的位置。
总之,选择一款可靠的尾矿输送管,是对企业长期稳定生产的投资。通过审慎评估厂家技术实力、项目业绩与产品匹配度,方能找到最适合自身需求的“工业血脉”守护者。