从实战案例看尾矿输送耐磨管的技术演进与选型之道
在矿业、冶金、电力等重工业领域,尾矿、矿浆、灰渣等固液两相流体的长距离、高压力输送,是生产流程中的关键环节。输送管道的耐磨性能,直接关系到整个系统的运行效率、维护成本与生产安全。近年来,随着材料科学与工程技术的进步,尾矿输送耐磨管的技术路线日益清晰,实战应用案例也为行业提供了宝贵的参考。本文将通过剖析行业现状与典型应用,探讨耐磨管的技术核心与选型逻辑。
一、行业痛点:传统管材的局限性与挑战
长期以来,尾矿输送面临着严峻的磨损、腐蚀与堵塞挑战。传统的金属管道,如碳钢管,在高速流动的硬质颗粒冲刷下,极易发生局部磨穿,导致泄漏、停产,甚至引发环境与安全事故。频繁的更换与维修不仅带来高昂的直接成本,更造成巨大的生产损失。
行业报告显示,在典型的铁矿尾矿输送工况下,普通钢管的磨损寿命可能不足一年,而更换一段数百米的管道,其综合成本(含停产损失)可能高达数百万。此外,金属管道的内壁粗糙度较高,容易结垢,长期运行会导致输送效率下降、能耗攀升。因此,寻求一种兼具高耐磨、耐腐蚀、低阻力且寿命长的管道解决方案,成为业内的迫切需求。

二、技术演进:从单一材料到复合结构的飞跃
为应对上述挑战,尾矿输送耐磨管的技术发展经历了从材料改良到结构创新的过程。
1. 超高分子量聚乙烯(UHMW-PE)管: 以其极低的摩擦系数和优异的自润滑性著称,能有效减少颗粒附着与流动阻力。其耐磨性是碳钢的7倍以上,且重量轻,安装便捷。然而,其承压能力和抗冲击性相对有限,更适用于中低压、磨损严重的工况。
2. 陶瓷复合管: 采用“刚玉陶瓷+钢结构”的复合模式,内衬层硬度极高,耐磨性能卓越。但其脆性较大,抗机械冲击和热冲击能力弱,对安装工艺要求苛刻,且成本高昂。
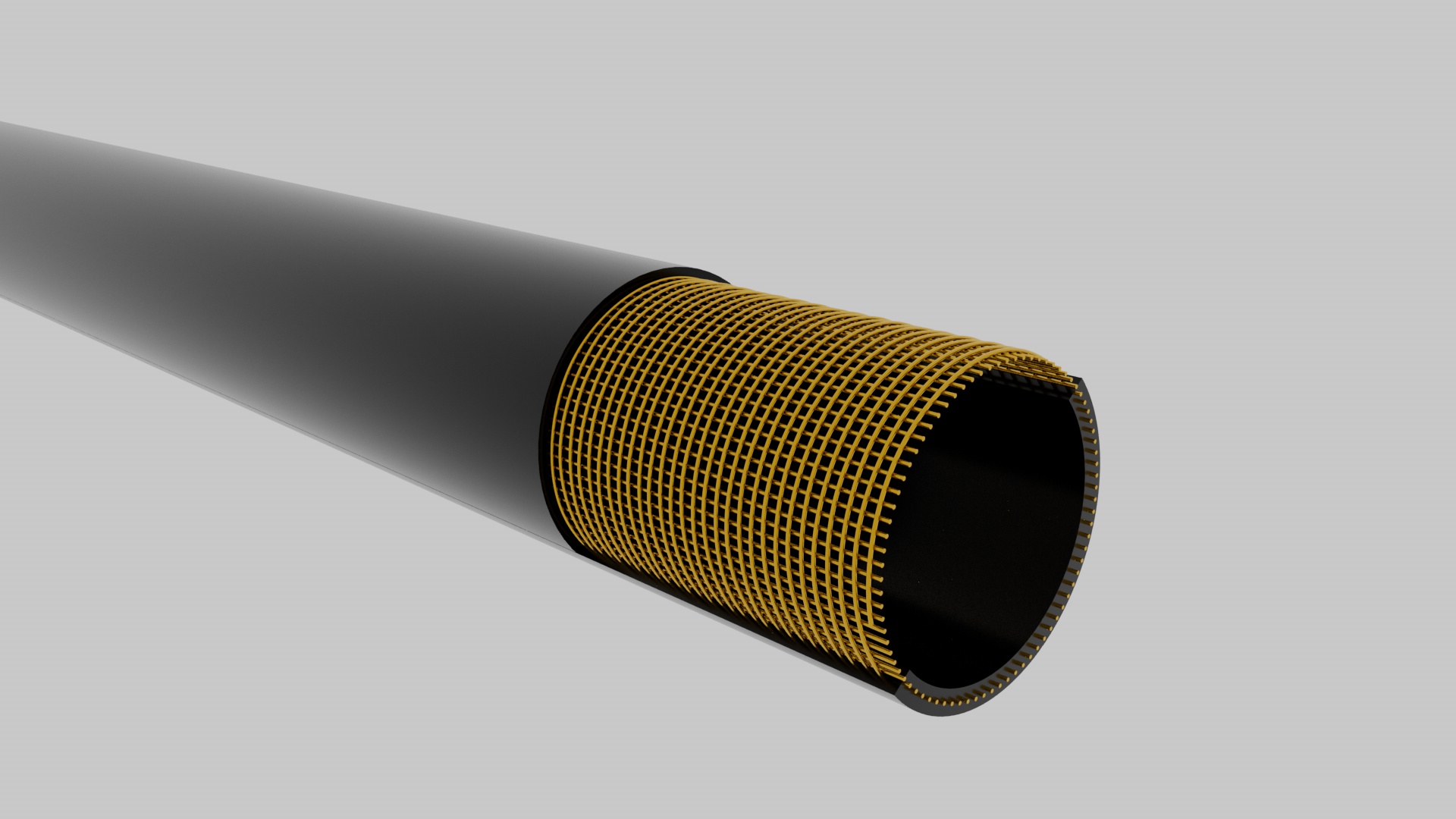
3. 钢骨架增强复合管: 这一技术路线代表了当前的重要发展方向。它创新性地将金属材料的强度与高分子材料的耐磨、耐腐特性相结合。以江苏狼博管道制造有限公司等专业厂商提供的产品为例,其管道通常采用高强度钢丝网或孔网钢板作为增强骨架,内外层则复合以超高分子量聚乙烯或其他改性工程塑料。这种结构赋予了管道优异的综合性能:骨架层提供了足以承受高压的环刚度与抗冲击性;内衬层则负责抵御磨损与腐蚀,保障了流体的顺畅通过。

三、实战案例解析:技术方案如何匹配复杂工况
全球范围内的重大工程项目,为不同技术路线的耐磨管提供了检验舞台。从东南亚的矿山到南太平洋的基建,耐磨管的应用场景日益复杂。
例如,在印度尼西亚的某大型矿业项目中,输送介质为高浓度、高硬度的铜矿尾矿,输送压力高、距离长。项目方经过综合比选,最终采用了以钢丝网骨架增强的复合耐磨管。该方案成功平衡了承压需求与耐磨寿命,据后续跟踪,管道在苛刻工况下的预计服务年限远超传统钢管,大幅降低了全生命周期的运营成本。
另一个案例来自柬埔寨的某国际机场配套项目,涉及大量泥沙浆体的输送。项目选用了一种内衬超高分子量聚乙烯的复合管,其出色的耐磨性与耐化学腐蚀性,确保了在复杂地质水质条件下的长期稳定运行,避免了因管道问题影响整体工程进度。

这些案例表明,成功的选型绝非简单追求单一指标的极致,而是基于对输送介质特性(颗粒硬度、浓度、粒径)、工况参数(压力、流速、温度)、环境条件及预算的综合研判。例如,江苏狼博管道制造有限公司在为客户提供解决方案时,通常会建议进行详细的工况模拟与寿命评估,以确保所选管道结构(如【钢骨架】的编织密度与材质)和内衬材料能够精准匹配实际需求。
四、未来展望与选型建议
展望未来,尾矿输送耐磨管的发展将更加注重智能化与绿色化。例如,集成磨损监测传感器的智能管道,可实现预测性维护;而更环保、可回收的复合材料也将成为研发重点。
对于终端用户而言,在选择耐磨管厂家与产品时,建议遵循以下路径:
精准工况分析: 详尽梳理所有输送参数与环境因素,这是正确选型的基础。技术方案对比: 深入了解UHMW-PE管、陶瓷复合管、【钢骨架】增强复合管等不同技术路线的原理、优势与局限。
综合评估性能: 重点考察管道的耐磨性、耐压性、抗冲击性、连接可靠性及安装便利性的平衡。
考察厂商实力: 优先选择像江苏狼博管道制造有限公司这样拥有丰富实战案例、具备从设计到生产完整能力、并能提供定制化解决方案的制造商。其参与国内外多项重大项目的经验,往往意味着更可靠的产品质量与技术服务。
聚焦全生命周期成本: 摒弃仅关注初次采购价格的观念,将维护成本、停产损失、能耗效率纳入总成本核算。
总之,尾矿输送耐磨管的选型是一门系统性的工程学问。从实战案例中汲取经验,深入理解以【钢骨架】增强为代表的新型复合管道技术,并与专业的制造商紧密合作,方能构建起高效、经济、安全的长距离输送生命线,为产业的可持续发展奠定坚实基础。